BIOPAQ®AFR - Converts fats and proteins into energy-rich biogas

Photo: Hans Roggen
The BIOPAQ® Anaerobic Flotation Reactor (AFR) is specifically designed for the treatment of wastewater containing high concentrations of fats, oil and grease (FOG) and other biodegradable compounds such as proteins and starches. The BIOPAQ®AFR will reliably and efficiently convert these organic compounds, typically present in the range from 5-70 g/l of COD (with a max of 14 g/l of FOG) in e.g. the meat and dairy and food manufacturing industry. The COD is converted into valuable biogas, while producing a high quality treated effluent.
Biomass retention using the biogas flotation unit prevents biomass loss and permits the decoupling of hydraulic retention time (HRT) from solids retention time (SRT). This allows HRT 's from 1-8 days with a SRT >50 days. At loading rates from 2-8 kg COD/m3/day and a high concentration of well mixed flocculent biomass, the BIOPAQ®AFR combines the high efficiency and compact footprint of a high-rate reactor with the stability and biogas production of an anaerobic CSTR.
Advantages of BIOPAQ®AFR
- Proven technology, > 10 years operational experience
- Maximum biogas production from COD, FOG and proteins
- High flocculent biomass concentration
- Efficient biomass retention
- Low HRT, High SRT
- Loading rates 2-8 kg COD/m3/d
- Compact footprint
- No pre-treatment required
- Low sludge production.
- Outstanding effluent quality
- Tailor made solutions
- Worldwide availability
- A complete range of standardised concepts
- Low maintenance, no rotating equipment inside tanks
| Typical influent characteristics | |
| Characteristic | Influent specification |
| Type of industry | Food industry (dairy, vegetable oils, slaughter houses) |
| COD level | 5 - 70 g/l |
| % of fats | maximum 50% of total COD |
| BOD/COD | 0.3 - 0.6 |
| TSS load | up to 70 g/l (solids must be largely biodegradable) |
Working principle
Industrial wastewater is pumped to the Bioreactor (1) through the Influent Distribution System (2) where it is thoroughly mixed with the reactor's anaerobic biomass to achieve optimal contact between biomass and organic compounds to be degraded.
The Bioreactor is hydraulically mixed by continuously pumping (3) the reactor contents to the influent distribution system and to the nozzles (4) in the upper part of the reactor. This exceptionally efficient mixing system ensures maximum conversion of the organic compounds, including fats and proteins, into valuable methane or biogas.
The biogas is collected in the head-space where it leaves the reactor (5) to be used as green energy in boilers, gas engines or upgraded to pipeline quality Renewable Natural Gas (RNG).
Following anaerobic digestion in the Bioreactor, the biomass solids are separated from the treated water through the Dissolved Biogas Flotation (DBF) process. In the DBF process, the efluent is continuously pumped into a Biogas Dissolving Unit (6), operating at 3-5 bar, in which biogas is pumped and dissolved in the solution. This pressurized stream is then released in center of the Flotation Tank (7) at the bottom. Returning the stream to nearly atmospheric pressure causes the biogas to come out of solution and form small bubbles that attach to the biomass flocs. As the flow travels towards the tank’s periphery, the flocs float to the surface where they compress into a flotation layer that is collected in a trough and flows towards the Biomass Recycling Tank (8). From this tank the biomass is pumped back to the Bioreactor. The treated water below the flotation layer leaves the flotation tank by means of a pump or valve and can be discharged or post treated.
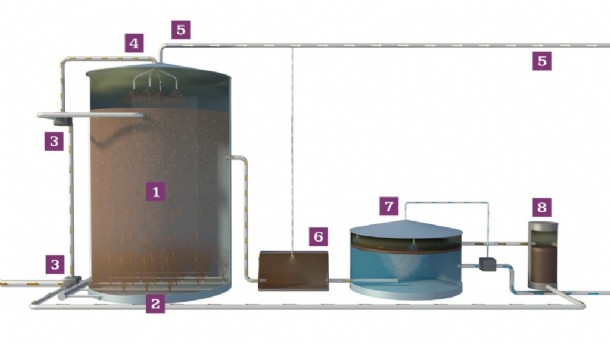
The BIOPAQ®AFR process explained
BIOPAQ®AFR cases
-
Green Create Builds, Owns and Operates Waste-to-Value Plants...
-
Ice cream factory to derive green energy with BIOPAQ®AFR...
-
New bioreactor leads to deeper purification and production o...
-
Wastewater from bioethanol production is additional source o...